Welding Inspection Service - Truths
Table of ContentsAbout Pipe Welding InspectorThe Only Guide to Structural Steel InspectorHow Certified Weld Inspector can Save You Time, Stress, and Money.The 9-Second Trick For Weld InspectionThings about Certified Weld Inspector
Many times, a welding assessor may be dealing with sky-rises as well as other frameworks that are high off the ground, which means that an examiner shouldn't have an anxiety of heights. A welding examiner has a clear understanding of welding strategies, and also apart from evaluating, must be able to bond and evaluate metal examples for proper welding methods and procedures.Appropriate communication is even more important given the security and also severity of the issues a welding examiner is liable for. Most importantly, a welding inspector need to have certification to do inspections in a certain area. Not only does this help ensure that the welder is existing on proper procedures and policies, however it is something most, if not all, employers need.
Usually, welding experience counts as the most vital ability when obtaining certified for an assessment task. ASME Inspection. Depending on the accreditation he gets, a welding examiner may function in a number of different locations. One of the organizations that supplies certification in the United States is the American Welding Culture, which certifies welders to do assessments on structures, such as structures and also dams.
Each company has its very own codes the assessor has to follow by, which are called the Welding Treatment Specifications (WPS).
Getting The Cwi Certification To Work

Senior Staff Engineer, National Board This article was originally published in the Loss 2009 National Board PUBLICATION as the very first of a two-part collection (Weld Inspection). Please see Fundamental Weld Evaluation - Part 2 for the final thought of this article. Keep in mind: The objective of this article is to offer assessors with a general knowledge of weld evaluation.
Weld evaluation starts long before the first welding arc is struck. The examiner should assess the task plan to become accustomed to the: welding processes to be made use of; products as well as any kind of unique residential properties; joint arrangements and also prep work; welding treatment specifications to be made use of as well as any type of restrictions; certifications of welders to be utilized and any kind of restrictions; warm therapy (pre-heat or postweld), if any type of; nondestructive assessment (NDE), if any type of; and details ASME Code or NBIC demands (as an example, Section VIII, Div.
While not important, the examiner must learn to read usual weld icons such as the AWS signs. At the really least, the inspector needs to constantly lug a reference guide to translate weld icons. Having actually assessed all this information ahead of time, the examiner will certainly be prepared to acknowledge any problems as they create as opposed to after-the-fact.
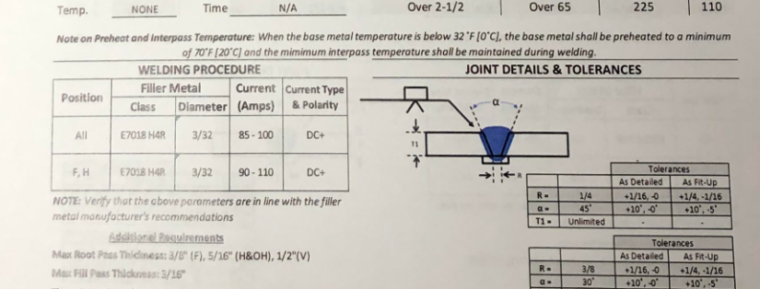
The maker or repair service organization (certification owner) has actually shown on the work drawing that a weld joint is to be prepared with a 60-degree bevel and origin gap of 1/16 inch. Unless the bevels are milled on accuracy equipment, it is doubtful they will certainly attain a precise 60-degree bevel as shown.
Examine This Report about Certified Welding Inspector
The same holds real for an origin void measurement with no and also or minus tolerance. Also the best welder will certainly have problem keeping a specific root void dimension. Offering a plus or minus resistance will certainly make the welder's task a lot easier. The examiner can utilize scraps of weld filler wire or rods as a gauge to rapidly identify root spaces that are past the resistance array.
Likewise a 1/8-inch cord must show no side-to-side motion throughout the void. Real life scenarios are rarely this convenient, but the assessor can create a sense of "as well tight" or "as well loosened" with experience. The certification owner has designed a basic nozzle to be bonded to a flat head (Fig.
The nozzle axis is 90 to the level head, as well as the attachment weld consists of a 3/8-inch fillet weld. The assessor can conveniently determine the fillet weld to ensure compliance. Now, allow's set up the same nozzle in a small diameter vessel shell (Fig - Structural Steel Inspector. 2). The fillet weld will tend to spread or flatten on opposite sides of the nozzle as a result of the curvature of the shell.
This instance comes to be also extra essential if the nozzle is installed at an angle apart from 90 (Fig. Certified Welding Inspector. 3). Utilizing the same nozzle attachment example as described over, let's take a look at the weld joint prep work. The certification holder has actually defined a 45-degree bevel around the circumference of the hole in the flat head and the vessel shell.
The smart Trick of Pipe Welding Inspector That Nobody is Discussing
The inspector will certainly have to identify if the certification holder is referencing the bevel from the upright axis of the nozzle (Fig. 5) or from the variable recommendation aircraft of the bent covering (Fig. 6). When bevels are prepared with a reducing lantern as well as completed with a mill, it is very tough to preserve an exact angle.
Just how does the assessor make sure conformity with the code? Inspectors are trained to think only what their eyes tell them; yet when the inspector can not see the internal surface of television, it comes to be challenging to approve that situation. This is when the inspector should take what some would call a "jump of faith." If television ends are properly prepared (beveled) as well as a certified welder is utilizing a qualified welding treatment, the odds are great that the welds will be complete infiltration.
One "red flag" to a prospective issue would certainly be if the inspector observes that the tube ends have not been beveled. The assessor must quickly ask the certification holder regarding this scenario. Maybe as easy as the go to the website certification holder having simply not carried out that action in the procedure yet, or maybe as poor as his/her having tried to conserve money and time by not beveling the ends.
Get This Report on Aws Cwi Certification
The welder would require to begin with a huge origin void and then be extremely mindful not to "press with" excess filler steel to cause weld accumulation on the within the tube.